
聯系(xì)我們
聯系(xi)人:耿經理
聯系人(ren):聶女士
郵 箱:[email protected]
地 址(zhi):湖北省孝感市孝(xiao)南區毛陳鎮華中(zhong)模具B17棟2号
免責聲(shēng)明:本網站部分圖(tú)片來源于網絡,如(rú)有侵權請聯系删(shān)除,謝謝!
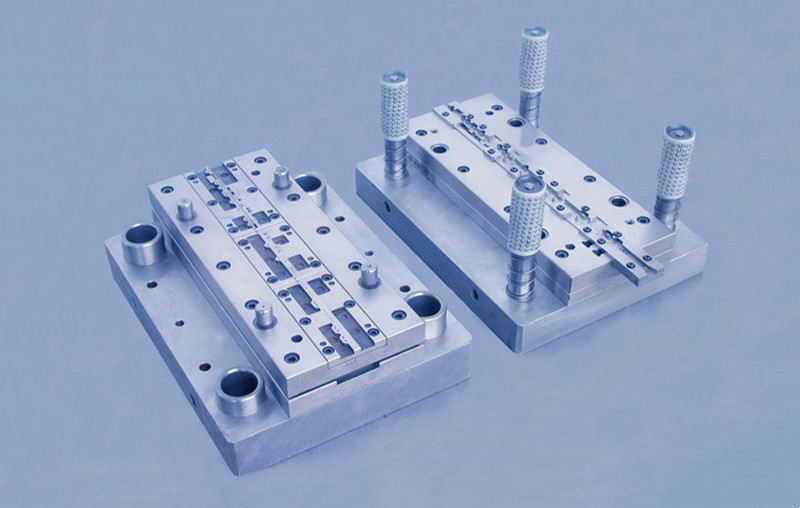
主營:注塑(sù)模具、塑料模具,注(zhu)塑産品加工、塑料(liào)模具加工、塑料制(zhì)品加工

(1)粗磨機
在(zai)每一段時間内,要(yao)追求大的切削速(sù)度,要按照所加📱工(gōng)的表面所給的寬(kuān)度,用立銑刀将其(qi)逐級銑削。小型模(mo)具多采用整體立(lì)銑刀,大型模具為(wéi)了節省成本和㊙️生(shēng)産效率,多選用帶(dài)有可旋轉刀片的(de)機夾式立銑刀,主(zhǔ)要有R形圓刀、方肩(jian)♈銑刀、面銑刀等。
(2)半(ban)精銑
為了使工件(jiàn)更貼近理論曲面(mian),可以使用球頭銑(xǐ)削,通常在加💰工過(guo)程中預留0.5mm的加工(gong)餘量。
(3)精煉
(4)防止(zhǐ)豎向下切
(5)在(zài)加工曲面件時,如(rú)材料熱處理不良(liang)、裂紋、組織不均📱勻(yún)等異常😘現象,應及(ji)時停止加工,以免(miǎn)浪費加工時間。
(6)每(mei)次銑削前應對機(ji)床、夾具和刀具進(jin)行适當的檢驗,以(yi)防㊙️止在操作時發(fa)生故障,使加工精(jing)度下降,甚至報廢(fèi)。
新聞(wén)正在發生 聚焦
掃碼立即咨詢(xun)
返(fǎn)回頂部



